
欧州の半自動カプセル充填機メーカートップ10
錠剤プレス機で製造できる錠剤のサイズとは?錠剤のサイズ、ツール、そしてGZPK-26について
砂糖コーティング機は本当に最良の選択でしょうか?
砂糖コーティングのデメリットは何ですか?
錠剤コーティングは医薬品製造において非常に重要な工程です。有効成分を保護し、不快な味を隠し、錠剤を飲み込みやすくします。何十年もの間、 砂糖のコーティング 黄金律と呼ばれた。錠剤は滑らかで光沢があり、一目で見分けられる外観となった。しかし、この伝統的な方法は今日でも通用するのだろうか?
答えはますます明らかです。「ノー」です。
糖衣コーティングには魅力がある一方で、現代の製薬科学は重大な欠点を明らかにしています。このプロセスは非効率で、一貫性がなく、最終製品の品質問題につながる可能性があります。このブログ記事では、グランド・マシナリーの製薬機械の専門家であるブルース・フーが、糖衣コーティングの見過ごされがちな欠点について簡単に解説し、多くのメーカーがより高度な方法に目を向けている理由を説明します。
1. 時間と労力を要するプロセス
砂糖コーティングの最大の欠点は、その複雑さと長時間さです。これは一工程ではなく、複数の段階を経て行われます。各段階ごとに、生産サイクルの時間と労働力が増加します。
BY-400のような古典的な糖衣錠の製造工程を考えてみましょう。まず、錠剤の芯を密封して吸湿を防ぐところから始まります。次に、錠剤を成形する下塗り工程が続きます。そして、平滑化と着色工程でコーティングを重ね、均一な厚さを実現します。最後に、錠剤は研磨され、あの輝きを放ちます。
これは、はるかに短時間で完了する現代のフィルムコーティングプロセスとは対照的です。Journal of Pharmaceutical Technology誌に掲載されたColeらのレビュー記事によると、糖衣コーティングプロセス全体は、希望する厚さや色によっては4~6時間、場合によってはそれ以上かかることがあります。これは、大量生産ラインのボトルネックとなっています。
このプロセスでは、多くの場合、手作業による介入が必要になります。BY-400のマニュアルに記載されているように、シロップを塗布し、均一に分散させるために、オペレーターは「手動で操作」する必要があります。このように人間のスキルに依存することで、ばらつきが生じ、全体の作業速度が低下し、スケールアップが困難になります。
2. 一貫性がなく予測不可能な結果
均一で高品質な糖衣を実現することは、科学というよりもむしろ芸術です。その結果は、環境要因と作業者のスキルに大きく左右されます。
温度、湿度、シロップ混合物の粘度といった変数はすべて最終製品に影響を与えます。わずかな変化でも欠陥につながる可能性があります。例えば、乾燥プロセスが遅すぎると、砂糖コーティングの表面が荒れ、穴が開いてしまうことがあります。BY-400のマニュアルには、「穴あき」を防ぐために「最適なプロセスパラメータを確保する」必要があると記載されています。これは、適切な設備を用いても結果を制御することがいかに難しいかを物語っています。
自動フィルムコーティングシステムなどの最新の代替技術は、より高い精度を実現します。高度な制御技術を用いて、噴霧速度、空気の流れ、温度を制御します。これにより、従来の糖衣コーティングでは実現が困難であった、すべての錠剤に均一で均一なコーティングを施すことができます。
3. 患者中心主義の欠点
糖衣コーティングの欠点は、製造工程に影響を及ぼすだけではありません。最終使用者、つまり患者にも影響を与えます。
4. サイズと重量の増加
最も顕著な問題の一つは、糖衣が厚すぎることです。糖衣錠は50%から100%も重量が増加することがあります。この大幅な重量増加は、特に子供や高齢者にとって錠剤を飲み込みにくくします。
さらに、コーティングが厚くなると錠剤のサイズも大きくなります。これは薬物の吸収に影響を与え、患者体験の悪化につながる可能性があります。LachmanらによるJournal of Pharmaceutical Sciences誌の研究ではこの点を強調し、糖衣錠の大幅な重量増加は、フィルムコーティング錠の重量増加がごくわずかであるのに対し、フィルムコーティング錠は大きな欠点であると述べています。
甘いものの問題:食事と健康に関する懸念
コーティングの主成分としてショ糖を使用することで、食事に関する懸念が生じます。多くの患者は糖尿病を患っているか、カロリー制限食を摂っています。このような患者にとって、糖衣錠を毎日複数錠服用することは、かなりの糖摂取量となり、健康管理に影響を与える可能性があります。一般的に無糖のフィルムコーティング錠であれば、この問題は回避できます。
ひび割れや損傷のしやすさ
糖衣錠は滑らかで丈夫そうに見えますが、実は非常に脆く、包装、輸送、保管中にひび割れ、欠け、破損が生じる可能性があります。これは錠剤の見栄えを悪くするだけでなく、錠剤の芯が環境にさらされ、安定性と効能が損なわれる可能性があります。
BY-400モデル:振り返り
BY-400 のような典型的な従来の砂糖コーティング機の仕様を理解すると、なぜこのような問題が頻繁に発生するのかがわかります。
生産能力: BY-400 の生産能力は比較的小さいです。
1バッチあたり1~6kgの錠剤を処理できます。小規模生産や実験室での使用には適していますが、現代の製薬業界の大規模生産のニーズには対応できません。
シンプルな設計:この装置は加熱にシンプルな電動ファンを使用しています。このシンプルな設計では、温度と風量を制御するために必要な精度が不足しており、製品品質の一貫性を確保することが困難です。これは、現代の機器が克服した固有の限界です。
手動操作:BY-400は手動操作が必要です。そのため、人為的なミスは避けられず、製品品質を最優先する製薬業界にとって大きな欠点となります。
生産規模の拡大を目指す企業には、より大型の錠剤コーティング機や同様の自動化設備が必要です。しかし、これらの大型機械でさえ、コーティングプロセス自体に固有の課題を完全に克服することはできません。そのため、大手製薬会社の多くでは、フィルムコーティング技術が好まれるプロセスとなっています。
錠剤コーティングとフィルムコーティングの比較:
最終的には、錠剤コーティングと フィルムコーティング 伝統を優先するか、効率を優先するかによって異なります。
スピード:フィルムコーティングは数分で完了します。錠剤コーティングには数時間かかります。
制御:フィルムコーティングは、コーティングの厚さと均一性を正確に制御でき、完全に自動化されています。錠剤コーティングは、手作業と環境要因に大きく依存します。
患者体験:フィルムコーティングにより錠剤の重量と体積が最小限に抑えられ、飲み込みやすくなります。さらに、フィルムコーティング錠は無糖であるため、多くの患者に大きな健康効果をもたらします。
コスト: BY-400 のようなシンプルな錠剤コーティング機は初期コストは低くなりますが、錠剤コーティングプロセス自体の人件費、エネルギー費、材料費が高く、長期的にはフィルムコーティングよりも全体的なコストが大幅に高くなります。
結論は
錠剤コーティングは長い歴史を持ち、美しい仕上がりを誇りますが、急速に進化する製薬業界においては、多くの欠点を無視することはできません。製薬業界がフィルムコーティングへと移行したのは、効率性、精度、そして患者の健康への配慮を追求した結果です。
この時点で、 ブルース・フーグランド・マシナリーの長年の経験を持つ専門家兼CEOは次のように指摘した。「私たちは 同社の錠剤コーティングユニットフィルムコーティングも行う当社。自動化システムを備え、中堅・大手製薬会社や健康食品会社のニーズにより適切に対応できます。小型の糖衣コーティング機は、小規模企業に適しており、小規模で使用されています。 コーティング機に関するご質問はお問い合わせください
参考文献
Cole, G., Ghebre-Sellassie, I., & Tovey, J. (2000). 錠剤コーティング:フィルムコーティング技術. 製薬技術, 24(9), 108-112.
Lachman, L.、Lieberman, HA、Kanig, JL (1976)。 産業薬学の理論と実践. リー&フェビガー。
ポーター、SC(2002)。 砂糖コーティングの代替としてのフィルムコーティング。 Ghebre-Sellassie、I. (編) では、 医薬品剤形:錠剤 (第3巻、117-142ページ)。マルセル・デッカー。
フィルムコーティングと糖衣コーティング 今日のコーティング マシン。grandpackmachine.com。
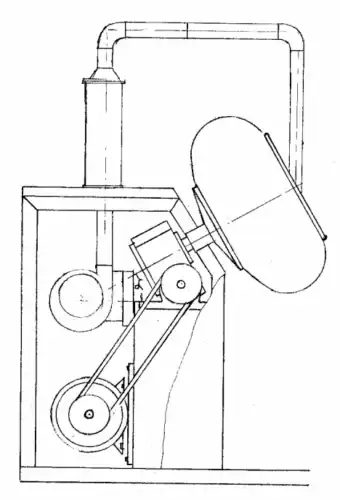
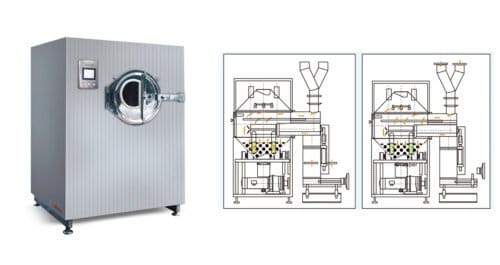
1. 機械の外観
| 説明 | 成形された錠剤(医薬品)や食品業界におけるキャンディやコーティング製品のコーティングおよび研磨に使用されます。 |
|---|
2. 機械の応用
| 主な用途 |
錠剤を均一にコーティングし、磨きます。また、キャンディ錠剤などの食品コーティングにも適用できます。 コーティングにより表面に光沢が生まれ、錠剤を酸化、湿気、揮発から保護し、不快な味を隠し、錠剤を識別しやすくし、胃の中での溶解を助けます。 |
|---|
III. 基本的な技術的パラメータ
| パラメータ | 価値 |
|---|---|
| コーティングパン直径 | 400ミリメートル |
| 生産能力 | 1~6 kg / バッチ |
| 電熱線電力 | 500ワット |
| コーティングパン速度 | 46回転 |
| メインモーター出力とモデル | 120ワット |
| ブロワーモーターのパワーとモデル | 60ワット |
| ブロワー風量 | 100 m³/分 |
| 床面積 | 400 × 630 mm |
| 熱風出口温度 | 50℃ |
| 重さ | 35キロ |
| 身長 | 850ミリメートル |
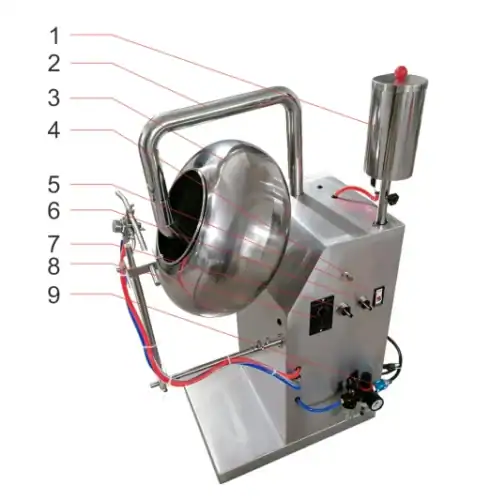
IV. 構造の導入
| いいえ。 | 成分 |
|---|---|
| 1 | 空気供給スイッチ |
| 2 | 内部暖房ダクト |
| 3 | コーティングパン本体 |
| 4 | コンプレッサーインターフェース |
| 5 | 主電源スイッチ |
| 7 | 内部加熱スイッチ |
| 8 | モータースピードコントローラー |
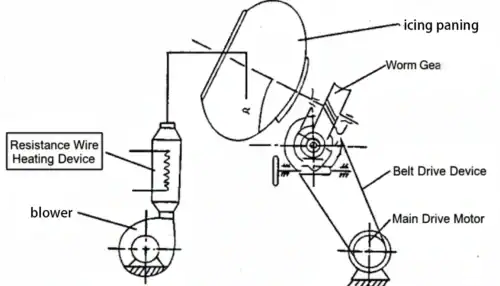
V. 動作原理と構造上の特徴
| 動作原理 |
砂糖シロップを錠剤に手作業で噴霧し、ミキシングエレメントで混合します。コーティングパンが時計回りに回転することで、錠剤は転がり、滑り、粉砕され、シロップが均一に分散されます。同時に熱風が吹き込まれ、水分が除去され、結晶化と研磨が促進され、良質な糖衣錠が完成します。 この機械は、安定した線速度と理想的な錠剤フロー プロファイルを保証し、均一なコーティング、鮮やかな色、ピットなしの要件を満たします。 |
|---|---|
| 構造上の特徴 |
|
VI. 潤滑
| いいえ。 | 潤滑剤 | 潤滑部 |
|---|---|---|
| 1 | HJ-10 | 減速機オイルパン |
| 2 | ZG-2 | 転がり軸受 |
| 3 | ZG-2 | 転がり軸受 |
VII. メンテナンスと安全性
| アイテム | 詳細 |
|---|---|
| 潤滑 | ギアボックスオイルとベアリンググリースは定期的に交換してください。 |
| 長期保管 | 酸化と有毒な銅化合物の形成を防ぐため、コーティングパンを清掃して油を塗ってください。 |
| 動作温度 | 動作中のギアボックスハウジングの温度上昇は 50 °C を超えてはなりません。 |
| シールチェック | ウォームシャフト端のオイルシールを定期的に(通常は 6 か月ごとに)点検し、交換してください。 |
| 接地 | 機械は確実に接地する必要があります。接地抵抗は 4 Ω 以下です。 |
| 安全ガード | 電気ガードやベルトガードを勝手に取り外さないでください。 |
※BY-400モデルの仕様に基づいてまとめた情報です。



{kind=link}