砂糖コーティング機は本当に最良の選択でしょうか?
錠剤プレス機で製造できる錠剤のサイズとは?錠剤のサイズ、ツール、そしてGZPK-26について
「お客様が錠剤のサイズについて質問すると、 「機械が何を作るかはさておき、本当の質問は『どんなサイズと形状が必要ですか?』だと伝えます」とグランド社の第一人者であるブルース・フー氏は言う。「機械は動力を提供しますが、魔法が起こるのは工具です。私たちはお客様のビジョンに基づいて設計します。なぜなら、私たちにとって、 顧客のツールニーズが常に最優先."
「機械が何を作るかはさておき、本当の質問は『どんなサイズと形状が必要ですか?』だと伝えます」とグランド社の第一人者であるブルース・フー氏は言う。「機械は動力を提供しますが、魔法が起こるのは工具です。私たちはお客様のビジョンに基づいて設計します。なぜなら、私たちにとって、 顧客のツールニーズが常に最優先."
グランドの専門的な視点がタブレット製造の核心に迫ります。現代のタブレットの多用途性 タブレットプレス 規模は巨大ですが、その出力はツールによって決まります。具体的な例を挙げると、高性能 Grand GZPK-26は最大直径25mmの錠剤を製造できます。このガイドでは、この柔軟性を支える重要な原理について解説します。また、重要なメンテナンスのヒントや、Grandタブレットプレス機の使い方についてもご紹介します。
錠剤成形機の原理を理解する:その仕組み
打錠機は粉末または顆粒を一定の重量と大きさの錠剤に圧縮します。その機能を理解するには、その進化とメカニズムを理解する必要があります。
シングルパンチから高速ロータリーへ:効率の進化
初期の打錠機は単孔式で、1つのダイと2つのパンチを垂直方向に動かして材料を圧縮するものでした。1分間に60~100錠程度の錠剤を製造できる小規模生産には適していましたが、大きな欠点がありました。圧力が不均一で、密度が一定でなかったのです。そのため、割れやひび割れ、いわゆる「ラミネーション」と呼ばれる問題がしばしば発生していました。
これらの問題に対処するために、エンジニアはロータリー タブレットプレスこの設計では、回転タレット上に複数のパンチとダイが配置されています。タレットが回転すると、パンチは複数のステーションを通過し、同時に作業を実行します。

重要な革新は圧縮方法です。急激な衝撃を与えるのではなく、持続的で緩やかな圧力をかけることで、ダイキャビティ内に閉じ込められた空気を排出します。その結果、錠剤の密度がより均一になり、錠剤の割れが少なくなり、生産性が大幅に向上します。
現代の製造業は、Grand GZPK-26のような高速ロータリー式打錠機に依存しています。これらのロータリー式打錠機は、少なくとも毎分60メートルの線速度を維持します。これらは全自動機械であり、製薬、化学、食品業界にとって不可欠な存在です。

例えば、GZPK-26は最大 16万錠 1時間あたり。
機械の心臓部:回転式打錠機が錠剤を作る仕組み
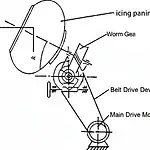
高速ロータリー式打錠機は、精密に設計された部品が連携して作動する構造になっています。主要部品には、タレット、杵、ダイ、供給機構、充填調整機構、上下杵ガイドレール、圧力調整機構などがあります。錠剤形成プロセスは、タレットの回転に伴い、複数の段階を経て行われます。
錠剤形成の段階的なプロセス
タレットが 1 回転するごとに、ダイ セットは充填、圧縮、排出の連続サイクルを実行し、完成した錠剤を生成します。
- 給餌: このプロセスは原料から始まります。高速プレスでは、強制供給機構を用いて粉末をダイキャビティに安定的に供給します。モーターがインペラを駆動し、材料を下の開放型ダイに押し込みます。この能動的な供給は高速運転に不可欠であり、重力供給システムでは不十分です。
- 充填と投与(重量調整): 錠剤を投入した後、機械は錠剤の重量を決定します。これは粉末の重量を計量するのではなく、ダイキャビティの容積を制御することで行われます。下パンチが引き下げられ、余分な粉末が削り取られます。ダイ内に残った材料によって錠剤の重量が決まります。充填量は下パンチの下降量によって制御され、同期モーターがローラーへの圧力を監視しながら制御システムに応答して調整されます。
- 事前圧縮: 主圧縮の前に、杵は予備圧縮ローラーを通過します。この段階は非常に重要で、粉末に軽い力を加え、閉じ込められた空気を多く除去します。これにより粉末の密度が高まり、圧縮性が向上し、錠剤の品質が向上します。GZPK-26は20KNの予備圧力をかけます。
- メイン圧縮: ここで錠剤が形成されます。予め圧縮された粉末が充填された上下の杵が、高強度ローラーの間を通過します。これらのローラーは高圧をかけて材料を圧縮し、固体の錠剤にします。杵同士が最も接近した時に圧力が最大となり、硬度と安定性を確保します。GZPK-26は100KNの主圧力を加えます。
- 射出と離陸: ローラーを通過すると、上パンチが持ち上がります。下パンチが完成した錠剤を押し上げ、ダイテーブルと面一にします。テイクオフブレードが錠剤を排出シュートに導き、サイクルを再開します。このシステムは通常、排除機構を備えています。規格外の錠剤は圧縮空気で別のチャネルに吹き飛ばされます。これにより、良質の製品のみが回収されます。
決定的な要因:ツールが錠剤のサイズと形状を決定する仕組み
錠剤のサイズ、形状、投与量は、 パンチとダイセットツールとも呼ばれます。
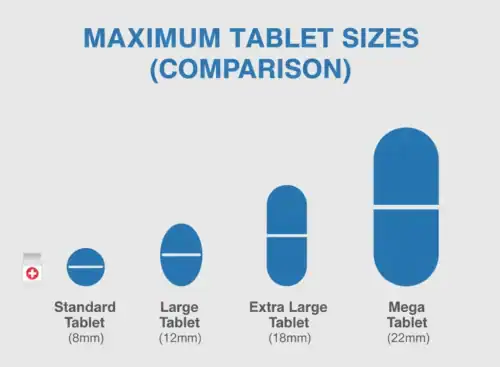
- ダイス: 金型は錠剤を成形します。穴の大きさによって錠剤の直径と形状が決まります。円形、楕円形、あるいは星型、正方形、三角形などのカスタム形状も可能です。GZPK-26の場合、標準の金型直径は38.1mmで、25mmの錠剤に対応しています。
- パンチ: 上下のパンチが材料を圧縮します。先端の先端によって錠剤の厚さと表面が決定されます。先端は平ら、凹面、凸面のいずれかに加工でき、デザインを彫刻することもできます。
シングル タブレットプレス ほぼ無限の種類の錠剤を製造できます。金型を交換することで、直径5mmの小さな丸い錠剤から、直径25mmの大きな長方形の錠剤まで、生産形態を簡単に変更できます。
最高のパフォーマンスを実現するためのロータリー式打錠機の必須メンテナンス
高速ロータリー 錠剤プレス機、 Grand GZPK-26のような機械は、大きな投資となります。機械の寿命、安全性、そして一貫した製品品質を維持するためには、定期的なメンテナンスが不可欠です。
潤滑剤:タブレットプレスの生命線
適切な潤滑は非常に重要です。高速プレス機では、可動部品を保護するために集中潤滑システムを採用しています。これらの機械には、多くの場合2つの潤滑システムが搭載されています。
- 薄油自動潤滑システム: この自動化システムはPLCによって制御され、必要な部品に正確な量の低粘度オイル(No.30マシンオイルなど)を供給します。使用済みのオイルは廃油タンクに集められ、定期的に排出する必要があります。給油頻度は200~300回転ごとに設定できます。
- ドライオイル(グリース)潤滑システム: この手動システムは、レバー機構などの部品のメンテナンスに使用します。オペレーターはシフトごとにグリース(No.00窒化ホウ素耐熱グリースなど)を塗布します。適切な潤滑には、通常、数回のポンプ操作で十分です。
主要システムのメンテナンス
潤滑に加えて、一部のシステムでは定期的なチェックが必要です。
- フィーダーのキャリブレーション: フィーダーとタレット表面の隙間は0.05mmにする必要があります。隙間が大きすぎると粉末が漏れ、小さすぎると摩擦が発生します。調整には、ボルトを緩め、隙間ゲージで高さを調整する必要があります。
- 油圧システム: このシステムは機械の圧力を制御します。オペレーターは定期的に作動油のレベルを確認する必要があります。作動油は、最大圧力下でも規定の高さ(例:5mm)を下回ってはなりません。推奨される作動油は通常、特定のグレードのタービンオイル(例:No.22タービンオイル)です。
- ウォームギア減速機: この部品はタレットを駆動し、発熱するため、良好な換気が必要です。オイルレベルは定期的に点検窓から確認し、400~500時間運転ごとにオイル(例:冬季用460番ギアオイル、夏季用680番ギアオイル)を完全に交換する必要があります。
グランドタブレットプレス機の購入方法
GZPK-26のような高性能グランド打錠機で生産能力を強化したいとお考えなら、ぜひ当社のチームがお手伝いいたします。お問い合わせはシンプルで直接的なプロセスで承っております。
個別の見積もりや詳細情報をご希望の場合は、 記入する お問い合わせフォーム このブログの右側にあります弊社の専任営業担当者がお客様のご要望を確認し、必要な詳細情報を速やかにご連絡いたします。
または、営業チームに直接お問い合わせいただくことも可能です。制作要件を記載したメールをお送りください。 お問い合わせお客様のビジネスに最適なタブレット プレス ソリューションを見つけるお手伝いをさせていただきます。
GZPK-26 錠剤直径
| 仕様 | 価値 |
|---|---|
| 最大錠剤直径 | Φ25mm |
その他のパラメータ
- モデル: GZPK-26
- 駅数: 26
- 最大容量: 1時間あたり16万錠
- 主圧力: 100 KN
- 予圧: 20ノット
- 最大充填深さ: 20ミリメートル
- ダイ直径: 38.1ミリメートル
- 正味重量: 2000キログラム




{kind=link}
{kind=link}
{kind=link}