
أفضل 10 شركات أوروبية لتصنيع آلات تعبئة الكبسولات شبه الأوتوماتيكية
هل آلة طلاء السكر هي حقا الخيار الأفضل؟
ما هي عيوب طلاء السكر؟
يُعدّ طلاء الأقراص خطوةً أساسيةً في تصنيع الأدوية. فهو يحمي المكونات الفعالة، ويخفي الطعم غير المرغوب فيه، ويُسهّل بلع الأقراص. على مدى عقود، طلاء السكر كان هذا هو المعيار الذهبي. فقد منح الألواح مظهرًا ناعمًا ولامعًا وسهل التعرّف عليه. ولكن هل لا تزال هذه الطريقة التقليدية قابلة للتطبيق اليوم؟
والجواب أصبح واضحا بشكل متزايد: لا.
رغم جاذبية طلاء السكر، كشف علم الأدوية الحديث عن عيوبه الكبيرة. فهذه العملية غير فعّالة وغير متسقة، وقد تؤدي إلى مشاكل في جودة المنتج النهائي. في هذه التدوينة، يستعرض بروس فو، خبير الآلات الدوائية في شركة غراند ماشينري، بإيجاز عيوب طلاء السكر التي غالبًا ما تُغفل، ويشرح سبب لجوء العديد من المصنّعين إلى أساليب أكثر تطورًا.
1. عملية تستغرق وقتًا طويلاً وتتطلب جهدًا كبيرًا
من أبرز عيوب طلاء السكر تعقيده وطول مدته. فهو ليس عمليةً من خطوة واحدة، بل يتضمن عدة مراحل منفصلة. كل مرحلة تزيد من وقت دورة الإنتاج ومتطلبات العمالة.
تخيل آلة طلاء سكر كلاسيكية مثل BY-400. تبدأ العملية بإغلاق قلب القرص لمنع امتصاص الرطوبة. ثم تأتي مرحلة الطلاء الأساسي، الذي يُشكل القرص. ثم تأتي مرحلتا التنعيم والتلوين، حيث يتم وضع طبقات الطلاء للحصول على سُمك موحد. وأخيرًا، تُصقل الأقراص للحصول على لمعان كلاسيكي.
يتناقض هذا بشكل حاد مع عمليات طلاء الأغشية الحديثة، والتي يمكن إنجازها في وقت قصير. ووفقًا لمقال مراجعة لكول وآخرين في مجلة تكنولوجيا الأدوية، قد تستغرق عملية طلاء السكر بأكملها من 4 إلى 6 ساعات، وأحيانًا أطول، حسب السُمك واللون المطلوبين. وهذا ما يجعلها تُشكل عائقًا أمام خطوط الإنتاج عالية الإنتاج.
غالبًا ما تتطلب العملية تدخلًا يدويًا. وكما ينص دليل BY-400، يجب على المشغلين "تشغيل العملية يدويًا" لتوزيع الشراب وضمان توزيعه بالتساوي. هذا الاعتماد على المهارة البشرية يُدخل تباينًا ويُبطئ العملية بأكملها، مما يُصعّب توسيع نطاقها.
2. نتائج غير متسقة وغير متوقعة
يُعدّ الحصول على طلاء سكر موحد وعالي الجودة فنًا أكثر منه علمًا. وتعتمد النتيجة بشكل كبير على العوامل البيئية ومهارة المُشغّل.
تؤثر متغيرات مثل درجة الحرارة والرطوبة ولزوجة خليط الشراب على المنتج النهائي. حتى الاختلافات الطفيفة قد تؤدي إلى عيوب. على سبيل المثال، إذا كانت عملية التجفيف بطيئة جدًا، فقد يصبح سطح طلاء السكر خشنًا ومُنقرًا. حتى أن دليل BY-400 يذكر أن الآلة تحتاج إلى "ضمان معايير عملية مثالية" لمنع "النقر". وهذا يُبرز صعوبة التحكم في النتيجة، حتى مع استخدام المعدات المناسبة.
توفر البدائل الحديثة، مثل أنظمة طلاء الأغشية الآلية، دقةً أكبر. فهي تستخدم أدوات تحكم متطورة لتنظيم معدل الرش، وتدفق الهواء، ودرجة الحرارة. وهذا يضمن طلاءً متجانسًا ومتسقًا لكل قرص، وهو أمرٌ يصعب تحقيقه باستخدام طلاء السكر التقليدي.
3. عيوب التركيز على المريض
لا تقتصر عيوب طلاء السكر على عملية الإنتاج فحسب، بل تؤثر أيضًا على المستخدم النهائي، أي المريض.
4. زيادة الحجم والوزن
من أبرز المشاكل سماكة طبقة السكر الزائدة. قد يزيد وزن الأقراص المغلفة بالسكر بمقدار ٥٠١TP3T إلى ١٠٠١TP3T. هذه الزيادة الكبيرة في الوزن تجعل بلع الأقراص صعبًا، خاصةً للأطفال وكبار السن.
علاوة على ذلك، فإنّ الطبقة السميكة تعني قرصًا أكبر حجمًا. هذا قد يؤثر على امتصاص الدواء ويؤدي إلى تجربة سيئة للمريض. تُؤكّد دراسة أجراها لاكمان وآخرون في مجلة العلوم الصيدلانية على هذه النقطة، مُشيرين إلى أنّ الزيادة الكبيرة في وزن الأقراص المُغلّفة بالسكر تُمثّل عيبًا رئيسيًا مُقارنةً بالأقراص المُغلّفة بغشاء رقيق، والتي لا تُضيف سوى قدر ضئيل من الوزن.
مشكلة الحلويات: المخاوف الغذائية والصحية
يُثير استخدام السكروز كمكوّن أساسي للتغليف مخاوف غذائية. يعاني العديد من المرضى من داء السكري أو يتبعون حمية غذائية محدودة السعرات الحرارية. بالنسبة لهم، يُؤدي تناول عدة أقراص مغلفة بالسكر يوميًا إلى زيادة استهلاكهم من السكر، مما قد يؤثر على صحتهم. تُجنّب الأقراص المغلفة بغشاء رقيق، والتي عادةً ما تكون خالية من السكر، هذه المشكلة.
قابلية التشقق والتلف
رغم أن الأقراص المغلفة بالسكر تبدو ناعمة ومتينة، إلا أنها في الواقع هشة للغاية. فهي قد تتشقق أو تتشقق أو تنكسر أثناء التعبئة أو النقل أو التخزين. هذا لا يجعل الأقراص تبدو غير احترافية فحسب، بل يُعرّض قلبها أيضًا للبيئة، مما قد يُضعف استقرارها وفعاليتها.
نموذج BY-400: نظرة إلى الوراء
إن فهم مواصفات آلة طلاء السكر التقليدية النموذجية، مثل BY-400، يوضح سبب شيوع هذه المشاكل.
القدرة الإنتاجية: تتمتع BY-400 بقدرة إنتاجية صغيرة نسبيًا.
يمكنها معالجة ما بين ١ و٦ كجم من الأقراص في كل دفعة. هذا مناسب للإنتاج على نطاق صغير أو للاستخدام في المختبرات، ولكنه لا يلبي احتياجات الإنتاج على نطاق واسع في صناعة الأدوية الحديثة.
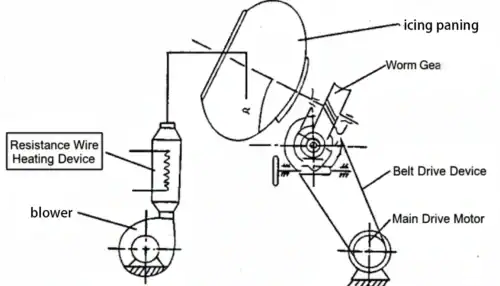
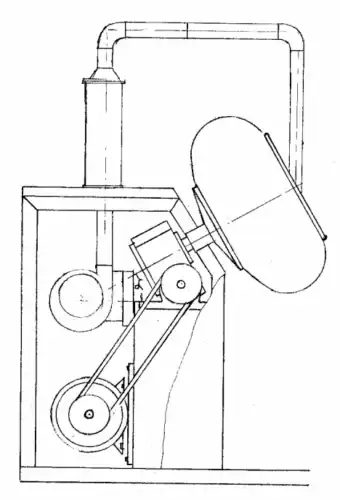
تصميم بسيط: يستخدم الجهاز مروحة كهربائية بسيطة للتدفئة. يفتقر هذا التصميم البسيط إلى الدقة اللازمة للتحكم في درجة الحرارة وتدفق الهواء، مما يُصعّب ضمان جودة المنتج. وهذا قيدٌ أساسيٌّ تغلّبت عليه المعدات الحديثة.
التشغيل اليدوي: يتطلب جهاز BY-400 تشغيلًا يدويًا، مما يعني أن الأخطاء البشرية حتمية، وهو عيب كبير في صناعة الأدوية التي تُولي جودة المنتج أهمية قصوى.
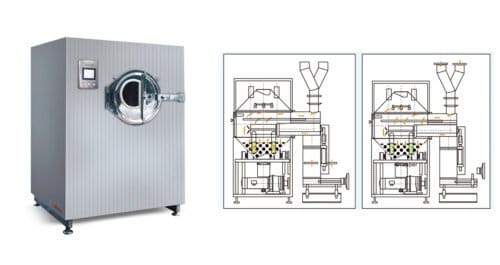
بالنسبة للشركات التي تسعى إلى توسيع نطاق إنتاجها، تحتاج إلى آلات طلاء أقراص أكبر حجمًا أو معدات آلية مماثلة. ومع ذلك، حتى هذه الآلات الأكبر حجمًا لا تستطيع التغلب تمامًا على التحديات الكامنة في عملية الطلاء نفسها؛ لذلك، أصبحت تقنية طلاء الأغشية هي العملية المفضلة لدى معظم شركات الأدوية الكبرى.
مقارنة بين طلاء الأقراص وطلاء الفيلم:
في نهاية المطاف، الاختيار بين طلاء الجهاز اللوحي و طلاء الفيلم يعتمد الأمر على ما إذا كنت تعطي الأولوية للتقاليد أم للكفاءة.
السرعة: طلاء الفيلم سريع، ويكتمل في دقائق. أما طلاء الأقراص فيستغرق عدة ساعات.
التحكم: يُتيح طلاء الفيلم تحكمًا دقيقًا في سُمك الطلاء وتجانسه، وهو آلي بالكامل. يعتمد طلاء الأقراص بشكل كبير على التشغيل اليدوي والعوامل البيئية.
تجربة المريض: يُضيف الغلاف الرقيق وزنًا وحجمًا خفيفين للقرص، مما يُسهّل بلعه. علاوة على ذلك، تُعدّ الأقراص المغلفة خالية من السكر، مما يُقدّم فوائد صحية كبيرة للعديد من المرضى.
التكلفة: في حين أن آلات طلاء الأقراص البسيطة مثل BY-400 لها تكاليف أولية أقل، فإن تكاليف العمالة والطاقة والمواد اللازمة لعملية طلاء الأقراص نفسها مرتفعة، مما يؤدي إلى ارتفاع التكاليف الإجمالية بشكل كبير مقارنة بطلاء الفيلم على المدى الطويل.
ختاماً
رغم التاريخ العريق لطلاء الأقراص ونتائجه الجمالية، إلا أن عيوبه العديدة لا يمكن تجاهلها في ظل التطور السريع لصناعة الأدوية. يعكس تحول صناعة الأدوية نحو طلاء الأغشية سعيها لتحقيق الكفاءة والدقة وراحة المرضى.
عند هذه النقطة، بروس فووأشار الخبير والمدير التنفيذي لشركة Grand Machinery الذي يتمتع بخبرة لسنوات عديدة: "نوصي بمنتجاتنا وحدة طلاء الأقراص الخاصة بالشركة، والتي تُجري أيضًا عملية طلاء الأغشية. تتميز بنظام آلي، ويمكنها تلبية احتياجات شركات الأدوية المتوسطة والكبيرة وشركات المنتجات الصحية بشكل أفضل. لا تزال آلات طلاء السكر الصغيرة مناسبة للشركات الصغيرة، وتُستخدم على نطاق ضيق. مرحبًا بكم في اتصل بنا للاستفسار عن آلات الطلاء
مراجع
كول، ج.، غيبرسيلاسي، ي.، وتوفي، ج. (2000). طلاء الأقراص: تقنية طلاء الفيلم. تكنولوجيا الصيدلة, 24(9), 108-112.
لاكمان، ل.، ليبرمان، ها، وكانيج، جيه إل (1976). نظرية وممارسة الصيدلة الصناعية. ليا وفيبيجر.
بورتر، إس سي (2002). طلاء الفيلم كبديل لطلاء السكر. في جبري سيلاسي، I. (محرر)، أشكال الجرعات الصيدلانية: أقراص (المجلد 3، ص 117-142). مارسيل ديكر.
طلاء الفيلم مقابل طلاء السكر مع آلة الطلاء اليوم. grandpackmachine.com.
1. مظهر الماكينة
| وصف | يستخدم لطلاء وتلميع الأقراص المصبوبة (الصيدلانية) وكذلك الحلويات والمنتجات المغلفة في صناعة الأغذية. |
|---|
2. تطبيق الآلة
| التطبيق الرئيسي |
لتغليف وتلميع الأقراص بشكل موحد؛ كما يمكن استخدامه لتغليف الأطعمة مثل أقراص الحلوى. يؤدي الطلاء إلى إنتاج سطح لامع، ويحمي الأقراص من الأكسدة والرطوبة والتطاير، ويخفي الطعم غير المرغوب فيه، ويجعل من السهل التعرف عليها، ويساعد على إذابتها في المعدة. |
|---|
ثالثًا: المعايير الفنية الأساسية
| المعلمة | قيمة |
|---|---|
| قطر وعاء الطلاء | 400 ملم |
| القدرة الإنتاجية | 1-6 كجم / دفعة |
| طاقة سلك التسخين | 500 واط |
| سرعة طلاء المقلاة | 46 دورة في الدقيقة |
| قوة المحرك الرئيسي والطراز | 120 واط |
| قوة محرك المنفاخ والموديل | 60 واط |
| حجم هواء المنفاخ | 100 متر مكعب/دقيقة |
| مساحة الأرضية | 400 × 630 ملم |
| درجة حرارة مخرج الهواء الساخن | 50 درجة مئوية |
| وزن | 35 كجم |
| ارتفاع | 850 ملم |
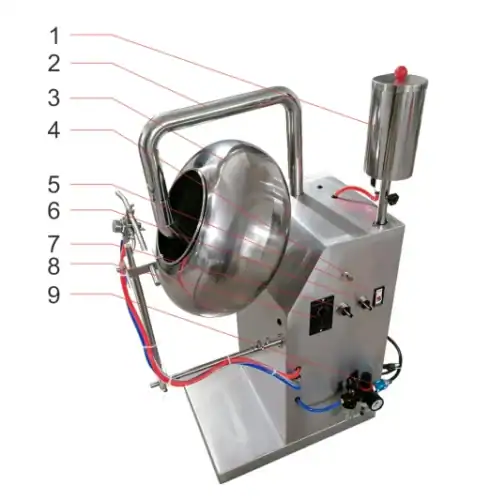
رابعًا: مقدمة هيكلية
| لا. | عنصر |
|---|---|
| 1 | مفتاح إمداد الهواء |
| 2 | قناة التدفئة الداخلية |
| 3 | طلاء جسم المقلاة |
| 4 | واجهة الضاغط |
| 5 | مفتاح الطاقة الرئيسي |
| 7 | مفتاح التدفئة الداخلية |
| 8 | وحدة تحكم سرعة المحرك |
V. مبدأ التشغيل والميزات الهيكلية
| مبدأ التشغيل |
يُرشّ شراب السكر يدويًا على الأقراص ويُخلط باستخدام جهاز خلط. دوران وعاء الطلاء باتجاه عقارب الساعة يُؤدي إلى انزلاق الأقراص وطحنها، مما يضمن توزيعًا متساويًا للشراب. يُضخّ الهواء الساخن في الوقت نفسه لإزالة الرطوبة، مما يؤدي إلى التبلور والتلميع، للحصول على أقراص مغلفة بالسكر بجودة عالية. تضمن الماكينة سرعة خطية مستقرة ونمط تدفق مثالي للأقراص، وتلبي متطلبات الطلاء الموحد واللون الساطع وعدم التآكل. |
|---|---|
| السمات الهيكلية |
|
السادس. التزييت
| لا. | مواد التشحيم | جزء التشحيم |
|---|---|---|
| 1 | إتش جيه-10 | حوض زيت المخفض |
| 2 | زد جي-2 | محمل متدحرج |
| 3 | زد جي-2 | محمل متدحرج |
٧. الصيانة والسلامة
| غرض | تفاصيل |
|---|---|
| تشحيم | قم باستبدال زيت علبة التروس وشحم المحمل بشكل منتظم. |
| التخزين طويل الأمد | قم بتنظيف وعاء الطلاء وتزييته لمنع الأكسدة وتكوين مركبات النحاس السامة. |
| درجة حرارة التشغيل | لا يجب أن يتجاوز ارتفاع درجة حرارة غلاف علبة التروس 50 درجة مئوية أثناء التشغيل. |
| فحص الختم | قم بفحص واستبدال ختم الزيت الموجود في نهاية عمود الدودة بانتظام (عادةً كل 6 أشهر). |
| التأريض | يجب أن تكون الماكينة مؤرضة بشكل موثوق؛ مقاومة الأرض ≤ 4 Ω. |
| حراس السلامة | لا تقم بإزالة الواقيات الكهربائية أو الحزام حسب الرغبة. |
ملحوظة: تم تلخيص المعلومات بناءً على مواصفات طراز BY-400.



{kind=link}