
¿Qué tareas pueden realizar las máquinas de llenado y sellado?
Sistema de limpieza CIP totalmente automático: ¿Cómo funciona?
¿Qué es un sistema de limpieza CIP totalmente automatizado? — para emulsionador homogeneizador Grand
A totalmente automatizado Sistema de limpieza CIP El sistema de limpieza in situ (clean-in-where) es un sistema integrado y programable que limpia las superficies interiores de los equipos de proceso (tanques, tuberías, válvulas e intercambiadores de calor) sin necesidad de desmontarlos. Para líneas de emulsificación y homogeneizaciónUn sistema CIP fiable no es opcional: garantiza la calidad del producto, reduce el tiempo de inactividad y cumple con las normativas sanitarias y medioambientales.
A continuación explico cómo un moderno, Magnífico Funcionamiento del sistema de limpieza CIP totalmente automatizado, por qué es importante para los emulsionadores y los equipos de homogeneización, los componentes que se ven en las fotos que proporcionó y consideraciones prácticas (validación, seguridad y manejo ambiental).
El propósito de un sistema de limpieza CIP
El objetivo de la limpieza in situ (CIP) es sencillo: eliminar residuos (aceites, grasas, materia proteínica, emulsiones, colorantes), microbios y películas de las superficies internas del proceso para que el siguiente lote de producción esté libre de contaminación. En emulsionadores y homogeneizadores de alta cizalladura, los residuos suelen ser difíciles de eliminar: cremas viscosas, emulsiones de aceite en agua y trazas atrapadas en soldaduras o zonas muertas. Un sistema de limpieza CIP bien diseñado restablece las condiciones higiénicas de forma rápida y reproducible.

Un sistema CIP totalmente automatizado transforma el fregado y desmontaje manual en una secuencia controlada de enjuague, aplicación de productos químicos y nuevos enjuagues, gestionada por un PLC. Esto garantiza la trazabilidad, la repetibilidad y la seguridad del operario.
Secuencia básica de CIP (cómo se realiza realmente la limpieza)
La mayoría de los ciclos CIP automatizados siguen un patrón repetible:
Prelavado — Retire los sólidos sueltos y diluya los residuos del producto con agua tibia.
Lavado cáustico (alcalino) — Circulación de una solución alcalina fuerte (normalmente NaOH) a concentración y temperatura controladas para disolver aceites, proteínas y residuos orgánicos.
Enjuague intermedio — Elimine los residuos cáusticos con agua.
Lavado con ácido — Circulación de un ácido fuerte (por ejemplo, ácido fosfórico o nítrico) para eliminar la incrustación mineral y acondicionar la superficie con ácido.
Enjuague final — Enjuagar para eliminar el ácido y alcanzar una conductividad/pH aceptable.
Desinfección (opcional) — agua caliente o desinfectante aprobado para el control microbiológico.
Drenar/neutralizar los residuos — Combinar, neutralizar y tratar el efluente antes de su descarga.

Los parámetros del ciclo (temperaturas, concentraciones, velocidad de flujo y tiempos) se almacenan como recetas en el PLC, de modo que se ejecuta siempre el mismo ciclo validado.
¿Por qué los emulsionadores y homogeneizadores necesitan un sistema CIP especializado?
Los equipos de emulsificación y homogeneización suelen procesar formulaciones viscosas con alto contenido de grasa que se adhieren a las superficies internas. Los desafíos incluyen:
Alta acumulación de incrustaciones superficiales por aceites y grasas.
Puertos estrechos y sellos mecánicos donde se acumulan residuos.
Zonas muertas y de bajo caudal en buques con camisa de refrigeración o con múltiples puertos.
Descamación de las superficies de transferencia de calor debido a ingredientes concentrados.
Para abordar esto, los sistemas CIP diseñados para emulsionantes utilizan circulaciones de sosa cáustica más calientes, mayor turbulencia (reducción de zonas muertas y patrones de pulverización optimizados), bolas de pulverización o dispositivos de pulverización rotativos que proporcionan Cobertura de 360 grados sin puntos muertosy, a menudo, varias etapas de bombeo para mantener un flujo turbulento a través de todas las tuberías y válvulas.
Componentes clave de un sistema CIP totalmente automatizado
Una instalación CIP automatizada estándar contiene:
tanques de almacenamiento de productos químicos — Tanques separados para cáusticos (álcalis) y ácidos. En su sistema, estos productos químicos se almacenan en bidones de plástico blanco resistentes a la corrosión para mayor seguridad y resistencia química.
Bombas de circulación CIP — Bombas dimensionadas para suministrar la velocidad de flujo requerida (normalmente flujo turbulento, Re>4000) a través de las tuberías de proceso y los dispositivos de pulverización.
Calentadores / intercambiador de calor — para elevar la temperatura de la solución (una temperatura más alta aumenta la eficacia de la limpieza).
Válvulas y colectores automatizados — flujo directo al tanque de destino o a las líneas de derivación para enjuagues y recirculación.
Cabezales pulverizadores / bolas pulverizadoras / boquillas giratorias — Proporcionar una cobertura de pulverización de 360° dentro de los tanques de emulsificación y de transferencia; fundamental para una limpieza sin puntos muertos.
Tanque de residuos/neutralización — un tanque específico para recoger el ácido/álcali usado y realizar la neutralización antes de su descarga.
Líneas de filtración y retorno — coladores o filtros gruesos para eliminar partículas durante la recirculación.
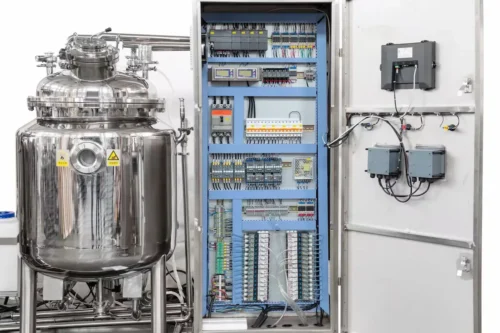
Armario de control PLC/HMI — Control programable para recetas, alarmas, monitorización de conductividad/pH y registro de datos. (Las fotos muestran el armario de control y el cableado utilizados para el funcionamiento automatizado).
Instrumentación — Sensores de conductividad, sondas de pH, sensores de temperatura, caudalímetros y transductores de presión para verificación y enclavamiento.
El sistema químico de tres recipientes que describiste
Su configuración (tres ollas de 200 litros) es una disposición común y práctica:
Recipiente 1 — Tanque de álcali (cáustico)Se llena con una concentración medida de álcali fuerte y se mezcla con agua antes de su circulación. La sosa cáustica disuelve eficazmente los residuos orgánicos y grasos.
Depósito 2 — Tanque de ácidoContiene ácido fuerte utilizado para eliminar incrustaciones y neutralizar el pH. Tras la etapa alcalina, una etapa ácida acondiciona las superficies y ayuda a eliminar depósitos minerales y residuos de acabado.
Depósito 3 — Tanque de residuos/neutralizaciónRecoge las soluciones usadas. Los residuos ácidos y alcalinos se neutralizan (ya sea progresivamente o mediante mezcla controlada) para que cumplan con las normas locales de descarga. Este control ambiental es esencial; su diseño prioriza la neutralización de ácidos y álcalis para lograr una descarga conforme a la normativa.

El sistema de tres recipientes permite un almacenamiento y una mezcla seguros, simplifica las tuberías y separa los productos químicos nuevos de los líquidos usados.
Materiales y resistencia a la corrosión
Los sistemas CIP y los recipientes emulsionadores se fabrican típicamente a partir de acero inoxidable 316L Con soldaduras sanitarias y un acabado interior pulido (valor Ra especificado). Esto previene la corrosión por picaduras y reduce la adhesión de biopelículas. Los tanques de almacenamiento de productos químicos para ácidos y álcalis fuertes suelen ser de polietileno de alta densidad (HDPE) u otros plásticos resistentes a la corrosión; los tanques blancos que se utilizan se eligen por este motivo.
Todas las tuberías, válvulas y conexiones de dosificación de productos químicos deben ser compatibles con las concentraciones utilizadas. Las bombas en contacto con sustancias cáusticas o ácidas deben ser resistentes a los productos químicos o estar protegidas con materiales revestidos.
Automatización, control y gestión de recetas
A Sistema CIP totalmente automatizado Está controlado por un PLC y una HMI. Características típicas:
Almacenamiento de recetas para diferentes tamaños de equipos (150 L, Tanques emulsionadores de 200 L y 500 L).
Registro por lotes (marcas de tiempo, lecturas de pH/conductividad, temperaturas).
Dispositivos de seguridad para evitar que el producto nuevo se mezcle con los circuitos de limpieza.
Sistemas de seguridad para la dosificación de productos químicos y para casos de sobretemperatura.
Opciones de alarma y generación de informes remotos para los equipos de mantenimiento.
La automatización garantiza que cada ciclo de limpieza in situ (CIP) sea repetible y trazable, un requisito reglamentario en entornos GMP.

A partir de las imágenes podemos identificar varios aspectos prácticos:
El diseño de las tuberías de pulido y sanitarias muestra mínimos tramos muertos y una alta calidad de soldadura, lo que resulta beneficioso para la eficacia del proceso CIP.
Los depósitos de plástico blanco para productos químicos son claramente visibles cerca de la base; en ellos se almacenan la sosa cáustica y el ácido concentrados y son resistentes a la corrosión.
Los recipientes de emulsión de acero inoxidable están equipados con puertos sanitarios para cabezales pulverizadores e inspección.
El armario eléctrico (abierto en la segunda foto) muestra módulos PLC, relés y bloques de terminales; este es el centro de automatización para el control de recetas y los enclavamientos de seguridad.
Estas decisiones de diseño visibles reflejan un sistema CIP robusto y de grado industrial para la limpieza de emulsionadores/homogeneizadores.
Validación y verificación: ¿cómo se demuestra que funciona?
Un sistema CIP debe validarse para demostrar que limpia de forma consistente según el estándar requerido. Las pruebas de verificación típicas incluyen:
Monitorización de la conductividad y el pH durante los ciclos para asegurar la eliminación de productos químicos y el enjuague.
COT (carbono orgánico total) Hisopos o análisis de agua de enjuague para cuantificar los residuos orgánicos.
Hisopos microbiológicos o placas de contacto para validar las etapas de desinfección.
Inspección visual para residuos en bocas de hombre, mirillas.
Registros de caudal y temperatura para demostrar que se alcanzó un flujo turbulento y condiciones térmicas suficientes.
La documentación de validación pasa a formar parte del expediente de calidad y sirve de apoyo en las auditorías reglamentarias.
Consideraciones medioambientales y de seguridad
El manejo de álcalis fuertes y ácidos fuertes exige controles de ingeniería rigurosos:
Contención secundaria para tanques y tuberías de productos químicos.
Ventilación para cualquier humo.
equipo de protección personal y los procedimientos de bloqueo durante el mantenimiento.
Neutralización de residuosEl tanque de residuos y la secuencia de neutralización que usted describió (ácido + álcali neutralizados hasta alcanzar un pH conforme antes de la descarga) demuestran responsabilidad ambiental. El monitoreo de los parámetros de descarga y el registro de la neutralización protegen contra multas y garantizan la sostenibilidad.
Ventajas operativas frente a la limpieza manual
El cambio a un sistema CIP automatizado ofrece beneficios cuantificables:
Reducción de la mano de obra y menor tiempo de inactividad entre lotes.
Resultados de limpieza uniformes y menor variabilidad por parte del operario.
Menor consumo de agua y productos químicos a largo plazo gracias a una recirculación optimizada.
Mayor seguridad para los trabajadores: menor manipulación manual de sustancias cáusticas o ácidos calientes.
Documentación y trazabilidad para sistemas de calidad y auditorías.
Para líneas de productos de gran volumen o sensibles (cosméticos, productos farmacéuticos, alimentos), estas ventajas se traducen en ahorros directos de costes y beneficios en materia de cumplimiento normativo.
Consejos de diseño para un sistema CIP que funcione con emulsionantes
Si está especificando o comprando un sistema CIP para homogeneizadores y emulsionadores, tenga en cuenta lo siguiente:
Diseño para Cobertura de pulverización de 360° de todos los tanques (cabezales rociadores giratorios o múltiples bolas rociadoras fijas).
Asegurar alta velocidad de flujo a través de circuitos de tuberías para evitar tramos muertos.
Proporcionar control de temperatura para aumentar la eficacia cáustica.
Usar tanques químicos segregados y una neutralización eficaz de los residuos.
Implementar recetas del operador para diferentes tamaños de recipientes (150 L, 200 L, 500 L).
Incluir el registro en tiempo real de la conductividad/pH y el bloqueo de recetas para su validación.
Elija materiales y sellos aptos para resistir la exposición a álcalis y ácidos fuertes.
Reflexiones finales
Un sistema de limpieza CIP totalmente automatizado es fundamental para la producción moderna de emulsificación y homogeneización. Garantiza higiene, repetibilidad, seguridad laboral y cumplimiento normativo, al tiempo que reduce los costes operativos.
El sistema que usted tiene, que cuenta con limpieza de 360 grados sin ángulos muertos, tanques separados de álcali y ácido en contenedores resistentes a la corrosión y un tanque de residuos de neutralización, se ajusta a las mejores prácticas para Sistema de limpieza CIP para emulsionantes y Sistema de limpieza CIP para emulsionador homogeneizador aplicaciones.



{kind=link}
{kind=link}