
世界のトップ 10 ソフトジェル マシン メーカー (2024)

中国のタブレットプレス市場の概要
タブレットプレス機:種類、動作原理、製造手順など知っておくべきことすべて
概要
錠剤プレス機 は、主に製薬業界における錠剤製造の研究開発に使用されています。これらの機械は、粒状材料を、丸型やカスタムデザインなど、さまざまな形状の錠剤に自動的に圧縮します。錠剤の形状は、最大 13 mm で、文字、記号、グラフィックが描かれていることがよくあります。機械によっては、処理中にバリや粉塵が発生することがあるため、通常は 2 回行われる粉塵除去のために錠剤スクリーナーと組み合わせる必要があります。また、品質と安全性を確保するために、GMP 基準に準拠する必要があります。
タブレットプレス機の種類:
錠剤プレス機: 乾燥した顆粒や粉末を金型を使って圧縮し、錠剤にする機械。
シングルパンチ錠剤プレス:上下に動く単一の金型を使用して錠剤を形成するプレス機。
ロータリー式打錠機: 回転するターンテーブル上に複数の金型が配置され、設定された経路に沿って上下に移動して錠剤を製造する機械。
高速ロータリー式打錠機:金型がターンテーブルとともに毎分 60 メートル以上の速度で回転する回転プレス。
錠剤圧縮の原理:
用量管理:
錠剤によって必要な投与量は異なります。大きな調整には異なるパンチ金型が使用されます。金型のサイズを選択したら、下部パンチが金型にどのくらい深く入るかを変更することで、より細かい調整を行うことができます。 死ぬこれにより、金型内の容積が変わり、金型に充填される薬剤の量が制御されます。錠剤プレス機には、必要な投与量に合わせて下パンチを調整できる機構が備わっています。

投与量制御
錠剤の厚さと圧縮の制御:
一方、 処方箋は薬の投与量を決定する圧縮時に使用する圧力は調整可能です。この圧力は錠剤の厚さ、硬さ、滑らかさに影響し、保管、輸送、錠剤の分解速度などに影響します。圧力は通常、上部パンチがどれだけ下がるか調整することで制御されます。

一部の機械では、上部のパンチと下部のパンチが同時に動いて、一緒に錠剤を圧縮することができます。ただし、ほとんどの場合、上部のパンチの動きによって圧力が制御されます。
錠剤圧縮機はどのように動作するのでしょうか?
1. 下パンチが下からダイ内に移動し、ダイキャビティの底部を密閉します。
下パンチがダイス内に上がり、キャビティの底を密閉します。これにより粉末または顆粒が所定の位置に保持され、錠剤に圧縮されます。これは錠剤が適切に形成されるようにするための重要なステップです。密閉がしっかりしていないと錠剤は適切に取り出せません。

ステップ1
2. フィーダーがダイキャビティに薬剤粉末を充填します。
フィーダーは薬剤粉末をダイキャビティに落とし、充填されていることを確認します。このステップは、各錠剤に適切な量の粉末を供給するために重要です。これにより、投与量が正確になり、錠剤が一定になります。キャビティが充填されると、粉末を圧縮する準備が整います。

ステップ2
3. 次に上部のパンチがダイ内に下降し、粉末を圧縮して錠剤にします。
上部のパンチがダイに下がっていき、粉末を圧縮して固形のタブレットにします。この圧力によってタブレットの形状と強度が決まります。タブレットがきちんとまとまるようにするには、適切な力をかけることが重要です。圧縮が不十分だと、後でタブレットが崩れてしまう可能性があります。タブレットが形になったら、押し出して使用できるようになります。
ステップ3
4. 上部のパンチが持ち上がり、下部のパンチが上昇して錠剤をダイから排出します。
上部のパンチが持ち上がり、下部のパンチが錠剤をダイから押し出します。これにより、完成した錠剤が機械から損傷することなく、ゆっくりと排出されます。錠剤が排出されると、コーティングや包装など、次に行う作業の準備が整います。その後、機械は次の錠剤の準備を整えます。

ステップ4
5. その後、下側のパンチは開始位置に戻り、次の充填の準備が整います。
下パンチは錠剤を押し出した後、開始位置に戻ります。これで、次の粉末バッチを追加する準備が整いました。この素早いリセットにより、プロセスがスムーズに進行します。所定の位置に戻ると、ダイに再び粉末を充填でき、サイクルが最初から開始され、錠剤の製造が継続されます。
ステップ5
錠剤圧縮機の構造:
錠剤圧縮機は、粉末または顆粒状の材料を錠剤に圧縮するために使用される機械です。材料は金型に入れられ、パンチを使用して圧縮されて形作られます。初期の錠剤圧縮機には、 シングルパンチ 上下に動く石板状のもの。これらは シングルパンチプレス その後、電動バスケット型プレスへと進化しました。
初期の機械は、上部のパンチのみが圧力をかけ、下部のパンチは動かない片面圧縮方式を採用していました。このため、錠剤の密度が不均一になり、ひび割れなどの問題が発生することがよくありました。これを修正するために、 ロータリー式マルチパンチ両面プレス 開発されました。
ロータリープレスは、上部と下部のパンチの両方を使用して圧力を均等に加えます。これにより、材料から空気が抜け、より 密度が一定になり、ひび割れの可能性が減りますロータリープレスは効率性も高く、騒音、振動、エネルギーの発生が少なく、錠剤の重量をより正確に測定できます。
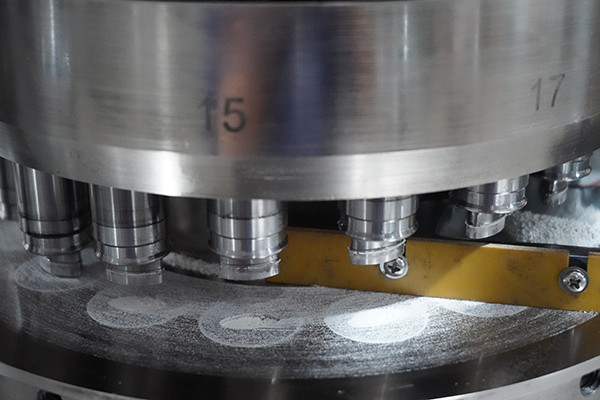
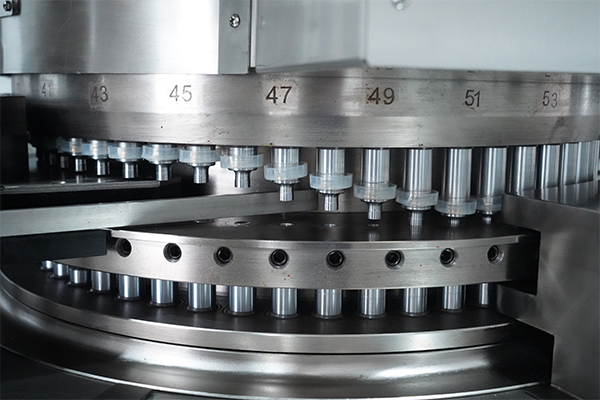
回転式錠剤圧縮機では、回転するターンテーブル上に複数のパンチセットが配置されています。パンチは円運動で上下に移動し、ローラーを使用して材料を錠剤に圧縮します。パンチロッドが毎分 60 メートル以上の速度で回転する場合、機械は高速回転式圧縮機に分類されます。これらの機械には、強制供給、自動圧力調整、錠剤重量制御などの機能が備わっています。
PLCシステム 高速ロータリープレスを制御します。問題がある場合は、自動的に不良錠剤を拒否し、機械を停止します。また、このシステムは、錠剤の重量差が設定範囲内に収まるようにしながら、欠けやひび割れなどの欠陥のある錠剤を識別して除去することもできます。
ほとんどのタブレットはもともと 平らで丸い。 時間の経過とともに、両側に浅いカーブや深いカーブを持つ形状に進化し、 コーティングが簡単成形された錠剤プレス機が開発されるにつれて、次のような新しい形態が出現した。 楕円、三角形、四角形、リング.
医薬品の進歩により、次のような特別な錠剤が開発されました。 二重層、三重層、 そして コア充填錠、特殊な機械を必要とする。需要の増加により、錠剤成形機の用途は医薬品以外にも拡大している。
錠剤プレス機は現在、サプリメント、獣医用医薬品、化学製品に広く使用されています。防虫剤、洗剤ブロック、食品タブレットなどの家庭用品も製造できます。新しいニーズが生まれるにつれて、これらの機械の汎用性は高まり続けています。
ロータリー式打錠機のメンテナンスとケア
ロータリー式打錠機の適切なメンテナンスは、単なる推奨事項ではありません。錠剤の品質の安定化、機械寿命の最大化、そして厳格な適正製造基準(GMP)の遵守に不可欠です。錠剤の投入、圧縮、排出までの動作原理に基づいた予防的なメンテナンススケジュールは、錠剤の割れ、重量のばらつき、交差汚染といった一般的な問題を防ぐのに役立ちます。このガイドでは、主要なメンテナンス手順について概説します。
1. ポストプロダクション/日常メンテナンス
このルーチンは清潔さと即時の操作上の安全性にとって非常に重要です。
徹底した清掃: 生産バッチごとに、機械は入念に洗浄する必要があります。これには、供給機構、タレット表面、ダイボア、パンチガイドから残留粉末をすべて除去することが含まれます。機械の表面を傷つけない、業界認定の掃除機と洗浄剤を使用してください。このステップは、異なるバッチ間の交差汚染を防ぎ、GMP基準を遵守するために不可欠です。
ツール検査: すべてのパンチとダイを取り外し、洗浄し、検査してください。摩耗、欠け、または付着物の兆候がないか確認してください。工具の損傷は、錠剤の不良(例:ひび割れ、キャッピング)の主な原因であり、タレット自体の損傷にもつながります。
集塵システムのチェック: 集塵ノズルと集塵システムが適切に機能し、汚れが付着していないことを確認してください。記事では、打錠時に粉塵が発生する可能性があるため、効率的な集塵システムは作業者の安全と機械の清潔さを保つために不可欠であると指摘しています。
2. 毎週のメンテナンス
毎週のチェックでは、スムーズで正確な動作を確保するために、潤滑と調整に重点が置かれます。
潤滑: 高速で可動する部品を多数備えた機械では、適切な潤滑が不可欠です。メーカーのマニュアルに従って、指定された箇所すべてに潤滑油を塗布してください。これには、パンチヘッド、パンチバレル、そしてそれらの上下運動をガイドするカムトラックが含まれます。潤滑が不十分だと、摩擦、摩耗、そして過剰な騒音が発生します。
ベルトおよび可動部品の検査: タレット駆動ベルトの張力と状態を確認してください。フィーダー機構に緩んだ部品や摩耗の兆候がないか点検してください。
キャリブレーションチェック: 投与量および圧力制御システムの精度を検証します。錠剤の重量、厚さ、硬度が規定範囲内であることを確認するために、テストランを実施します。これにより、下杵の充填深さと上杵の圧縮距離が正確に制御されていることが検証されます。
3. 月次および定期メンテナンス
これらのより詳細なチェックでは、長期的な消耗に対処します。
ディープツールケア: パンチとダイセットを完全に分解し、徹底的に洗浄します。ダイの穴とパンチの先端を研磨して表面を滑らかにすることで、錠剤の取り出しが容易になり、固着を防ぎます。
機械検査: 圧縮ローラーに表面損傷やベアリングの摩耗がないか点検してください。これらのローラーは非常に大きな圧力に耐え、錠剤の密度を均一にするために不可欠です。カムトラックの摩耗も点検してください。摩耗があるとパンチの動きがスムーズになり、錠剤の品質が一定しなくなる可能性があります。
PLCおよび電気システムのチェック: 高速プレス機の場合、PLCシステムと関連センサーが正常に機能していることを確認してください。これには、不良錠剤を自動排除するゲートと、圧縮力を調整する圧力センサーが含まれます。すべての安全停止装置と緊急スイッチが作動可能であることを確認してください。
記録の保管: 清掃、部品交換、校正結果など、すべてのメンテナンス作業を綿密に記録してください。この記録はGMPの基本要件であり、将来の問題のトラブルシューティングに非常に役立ちます。
構造化されたメンテナンス プランに従うことで、回転式錠剤成形機が最高の効率で稼働し、均一で高品質の錠剤を生産しながら、ダウンタイムを最小限に抑え、この重要な製造資産の寿命を延ばすことができます。




{kind=link}
{kind=link}
{kind=link}