
What tasks can filling and sealing machines accomplish?
Fully Automatic CIP Cleaning System: How It Works?
What is a fully automated CIP cleaning system? — for Grand homogenizing emulsifier
A fully automated CIP cleaning system (clean-in-place) is an integrated, programmable system that cleans the interior surfaces of process equipment—tanks, piping, valves, and heat exchangers—without disassembly. For emulsification and homogenizing lines, a reliable CIP system is not optional: it ensures product quality, reduces downtime, and meets sanitary and environmental regulations.
Below I explain how a modern, Grand fully automated CIP cleaning system works, why it matters for emulsifiers and homogenizing emulsifier equipment, the components you see in the photos you provided, and practical considerations (validation, safety, and environmental handling).
The purpose of a CIP cleaning system
The goal of CIP is simple: remove residues (oils, fats, proteinaceous matter, emulsions, colorants), microbes, and films from internal process surfaces so the next production batch is uncontaminated. For high-shear emulsifiers and homogenizers, residues are often stubborn—viscous creams, oil-in-water emulsions, and traces trapped in welds or dead legs. A well-designed CIP cleaning system restores hygienic conditions quickly and reproducibly.

A fully automated CIP system turns manual scrubbing and disassembly into a controlled sequence of rinse, chemical, and rinse steps run from a PLC. That gives traceability, repeatability, and operator safety.
Basic CIP sequence (how cleaning actually happens)
Most automated CIP cycles follow a repeatable pattern:
Pre-rinse — remove loose solids and dilute product residues with warm water.
Caustic (alkali) wash — circulation of strong alkali (typically NaOH) at controlled concentration and temperature to dissolve oils, proteins, and organic residues.
Intermediate rinse — clear away caustic residues with water.
Acid wash — circulation of a strong acid (for example phosphoric or nitric acid) to remove mineral scale and to acid-condition the surface.
Final rinse — rinse to remove acid and reach acceptable conductivity/pH.
Sanitization (optional) — hot water or approved sanitant for microbiological control.
Drain / neutralize waste — combine, neutralize, and treat effluent before discharge.

The cycle parameters—temperatures, concentrations, flow velocity, and times—are stored as recipes in the PLC so the same validated cycle runs every time.
Why emulsifiers and homogenizers need specialized CIP ?
Emulsifying and homogenizing equipment often process high-fat, viscous formulations that cling to internal surfaces. Challenges include:
High surface fouling by oils and fats.
Narrow ports and mechanical seals where residues collect.
Dead legs and low-flow zones in jacketed or multi-port vessels.
Heat transfer surfaces scaling from concentrated ingredients.
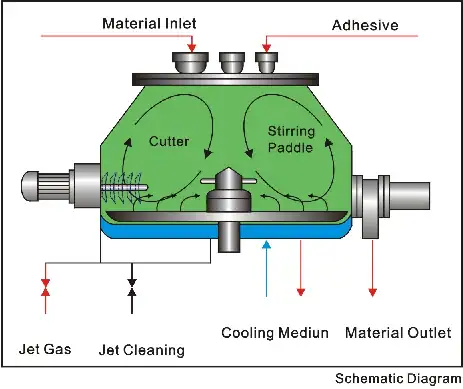
To address this, CIP systems designed for emulsifiers use hotter caustic circulations, higher turbulence (reduced dead legs and optimized spray patterns), spray balls or rotating spray devices providing 360-degree no-dead-angle coverage, and often multiple pump stages to maintain turbulent flow through all pipelines and valves.
Key components of a fully automated CIP system
A standard automated CIP installation contains:
Chemical storage tanks — separate tanks for caustic (alkali) and acid. In your setup these chemicals are stored in corrosion-resistant white plastic jerry tanks for safety and chemical resistance.
CIP circulation pumps — pumps sized to deliver the required flow velocity (typically turbulent flow, Re>4000) through process piping and spray devices.
Heaters / heat exchanger — to raise solution temperature (higher temperature increases cleaning efficacy).
Automated valves and manifolds — direct flow to the target tank or to bypass lines for rinses and recirculation.
Spray heads / spray balls / rotating nozzles — provide 360° spray coverage inside emulsification tanks and transfer tanks; critical for "no dead-angle" cleaning.
Waste / neutralization tank — a dedicated tank to collect spent acid/alkali and to perform neutralization before discharge.
Filtration and return lines — strainers or coarse filters to remove particulates during recirculation.
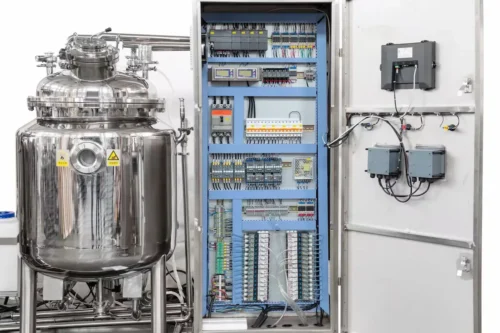
PLC / HMI control cabinet — programmable control for recipes, alarms, conductivity/pH monitoring, and data logging. (Your photos show the control cabinet and wiring harness used for automated operation.)
Instrumentation — conductivity sensors, pH probes, temperature sensors, flow meters, and pressure transducers for verification and interlocks.
The three-pot chemical arrangement you described
Your configuration (three 200-liter pots) is a common and practical layout:
Pot 1 — Alkali (caustic) tank: Filled with a measured concentration of strong alkali and mixed with water before circulation. Caustic dissolves organic, fatty residues efficiently.
Pot 2 — Acid tank: Holds strong acid used for scale removal and pH neutralization. After the alkali stage, an acid stage conditions surfaces and helps remove mineral deposits and finish residues.
Pot 3 — Waste / neutralization tank: Collects spent solutions. Acidic and alkaline wastes are neutralized (either progressively or by controlled mixing) so they meet local discharge standards. This environmental control is essential; your design emphasizes “acid/alkali neutralization to compliant discharge.”

The three-pot approach allows safe storage and mixing, simplifies piping, and segregates fresh chemicals from spent liquids.
Materials and corrosion resistance
CIP systems and emulsifier vessels are typically fabricated from 316L stainless steel with sanitary welds and a polished interior finish (Ra value specified). That prevents pitting and reduces biofilm adhesion. Chemical storage tanks for strong acid and strong alkali are often high-density polyethylene (HDPE) or other corrosion-resistant plastics—the white tanks you use are chosen for this reason.
All chemical dosing lines, valves, and fittings must be compatible with the concentrations used. Pumps in contact with caustic or acid should be chemically resistant or protected by lined materials.
Automation, control, and recipe management
A fully automated CIP system is driven by a PLC and HMI. Typical features:
Recipe storage for different equipment sizes (150 L, 200 L, 500 L emulsifying tanks).
Batch logging (timestamps, pH/conductivity readings, temperatures).
Interlocks to prevent mixing of fresh product with cleaning circuits.
Safety interlocks for chemical dosing and over-temperature events.
Remote alarm and reporting options for maintenance teams.
Automation ensures each CIP run is repeatable and traceable — a regulatory requirement in GMP environments.

From the images we can identify several practical aspects:
The polishing and sanitary piping layout show minimal dead legs and high weld quality—good for CIP efficacy.
The white plastic chemical tanks are clearly visible near the base; these store the concentrated caustic and acid and resist corrosion.
The stainless emulsion vessels are equipped with sanitary ports for spray heads and inspection.
The electrical cabinet (open in the second photo) displays PLC modules, relays, and terminal blocks—this is the automation hub for recipe control and safety interlocks.
These visible design choices reflect a robust, industrial-grade CIP system for emulsifier/homogenizer cleaning.
Validation and verification: how you prove it works ?
A CIP system must be validated to show it consistently cleans to the required standard. Typical verification tests include:
Conductivity and pH monitoring during cycles to ensure chemical removal and rinsing.
TOC (total organic carbon) swabs or rinse water tests to quantify organic residuals.
Microbiological swabs or contact plates to validate sanitization stages.
Visual inspection for residues in manways, sight glasses.
Flow and temperature records to show turbulent flow and sufficient thermal conditions were reached.
Validation documentation becomes part of the quality file and supports regulatory audits.
Environmental and safety considerations
Handling strong alkali and strong acid demands careful engineering controls:
Secondary containment for chemical tanks and piping.
Ventilation for any fumes.
Personal protective equipment and lockout procedures during maintenance.
Waste neutralization: The waste tank and neutralization sequence you described (acid + alkali neutralized to compliant pH before discharge) demonstrate environmental responsibility. Monitoring discharge parameters and keeping neutralization records protect against fines and ensure sustainability.
Operational benefits vs. manual cleaning
Switching to an automated CIP system yields measurable benefits:
Reduced labor and shorter downtime between batches.
Consistent cleaning results and less operator variability.
Lower long-term water and chemical usage via optimized recirculation.
Improved worker safety—fewer manual interactions with hot caustic or acid.
Documentation and traceability for quality systems and audits.
For high-volume or sensitive product lines (cosmetics, pharmaceuticals, food), these advantages translate to direct cost savings and compliance benefits.
Design tips for a CIP system that works for emulsifiers
If you’re specifying or buying a CIP system for homogenizers and emulsifiers, consider:
Design for 360° spray coverage of all tanks (rotating spray heads or multiple fixed spray balls).
Ensure high flow velocity through pipeline circuits to avoid dead legs.
Provide temperature control to increase caustic efficacy.
Use segregated chemical tanks and robust neutralization for waste.
Implement operator recipes for different vessel sizes (150 L, 200 L, 500 L).
Include real-time conductivity/pH logging and recipe locking for validation.
Choose materials and seals rated for strong alkali and acid exposure.
Final thoughts
A fully automated CIP cleaning system is a cornerstone for modern emulsification and homogenization production. It delivers hygiene, repeatability, worker safety, and regulatory compliance while reducing operational costs.
The system you have—featuring 360-degree no-dead-angle cleaning, separate alkali and acid tanks in corrosion-resistant containers, and a neutralization waste tank—matches best practices for CIP cleaning system for emulsifiers and CIP cleaning system for homogenizing emulsifier applications.


{kind=link}
{kind=link}