
What is a fully automated CIP cleaning system? — for Grand homogenizing emulsifier

Looking to package capsules in small pouches?
Fully Automatic CIP Cleaning System: How It Works?
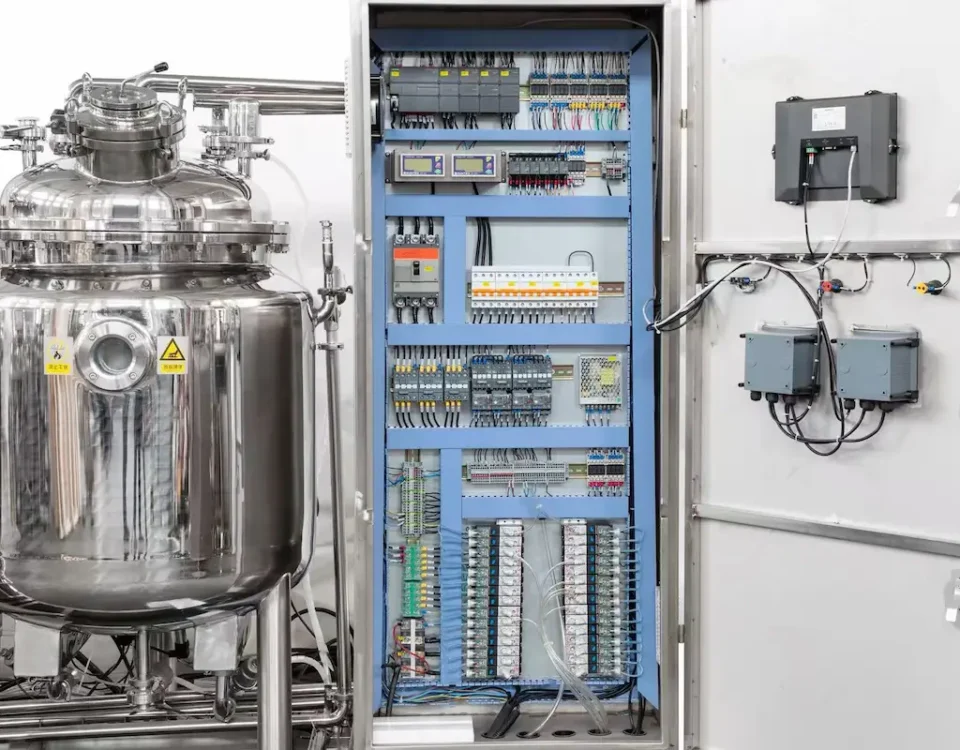
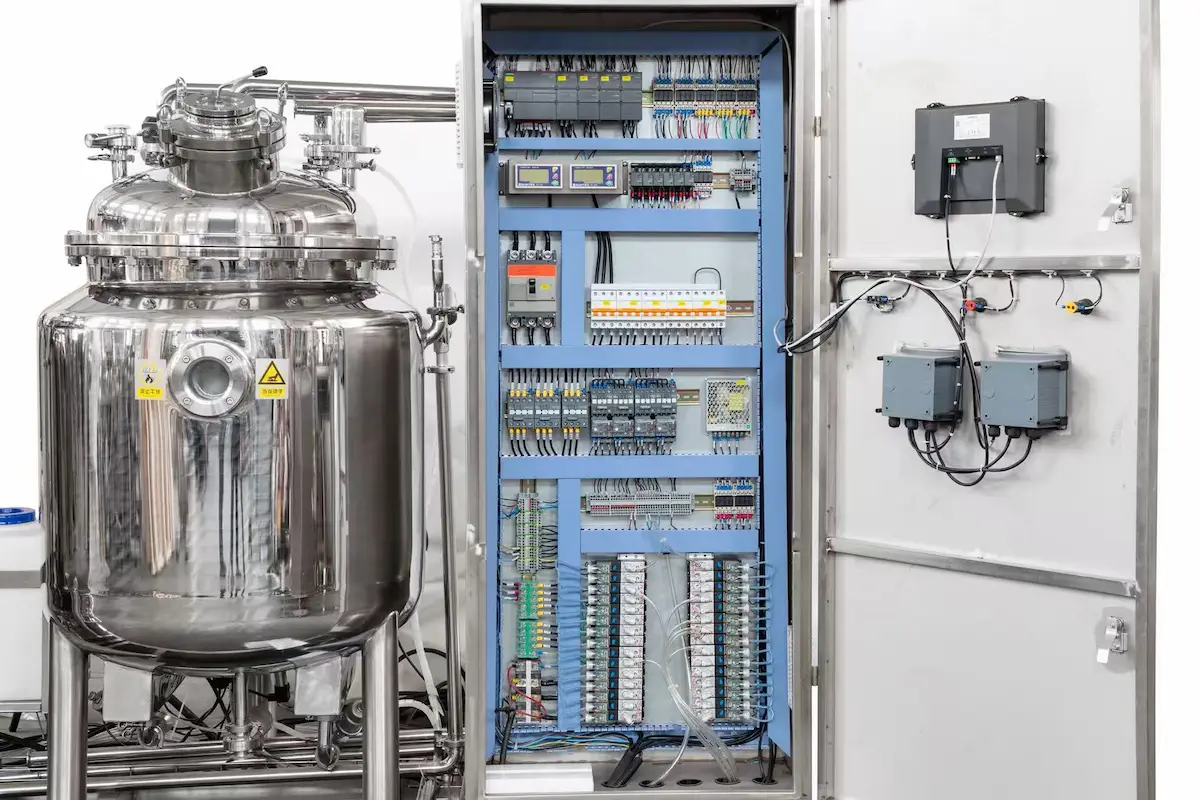
A fully automatic CIP cleaning skid integrates chemical and hot-water tanks, pumps, valves, and controls into one system. A CIP (Clean-In-Place) system circulates cleaning and sanitizing fluids through process lines, vessels, heat exchangers, and valves without disassembly.
In other words, CIP stands for “Clean-In-Place”, meaning the equipment is cleaned in place under controlled conditions. These systems are widely used in food, beverage, dairy and pharmaceutical plants to ensure hygiene without manually taking equipment apart. By automating the cleaning cycle, fully automatic CIP cleaning systems eliminate much manual labor and reduce exposure to caustic chemicals, while delivering consistent, repeatable sanitation every time.
What is a CIP Cleaning System?

A CIP system typically consists of a skid or frame with one or more solution tanks (for caustic, acid, or detergent), pumps, a heat exchanger or heater, and a network of valves and sensors. During a CIP cycle, cleaning fluids are pumped through the same pipes and equipment paths that product flows, “flushing out” product residue and soil. In practice, the operator programs the CIP skid (often via PLC) to run a sequence of wash, rinse and sanitize steps.
Sensors (for temperature, flow, conductivity, turbidity, etc.) and flow meters monitor each stage to ensure the correct concentration, temperature and time. Modern fully automatic systems even recover and reuse hot caustic or rinse water in subsequent cycles to save water and energy.
Because the process is automated, cleaning is more reliable and uniform – for example, CIP can “minimize mistakes” and improve product quality by ensuring no hidden pockets remain uncleaned.
How Does CIP Work?
Clean-In-Place works by recirculating cleaning solutions in a loop through all parts of a processing circuit. First, product residues are flushed out (often with hot water), then caustic or detergent solution washes the surfaces, and finally a sanitizing rinse kills any microbes.

For example, in a dairy plant the CIP skid may circulate hot alkaline (sodium hydroxide) to dissolve fats and proteins, then spray an acid solution to remove mineral scale, and finish with a sanitizing agent or hot-water rinse.
All pipes and tanks have internal spray heads or static/rotary spray balls to distribute the fluids evenly. Because the system “cleans itself” in this way, there is no need to open valves or disassemble equipment.
Setting up a CIP cleaning skid involves proper piping and instrumentation. The skid typically has multiple tanks and a pump manifold. A common design is a “re-use” system with separate tanks for fresh caustic, acid, hot water, and sometimes a recirculation tank.
During the wash, valves route the pumps so the chosen solution flows through the process equipment and back to the CIP tank. Temperature (often 60–80 °C for caustic washes), flow velocity (for turbulence), concentration (monitored by conductivity), and time are all controlled on a PLC or control panel. Once the cleaning phase is done, fresh water rinses flush out the chemicals, and often the final rinse is automatically reused as the next cycle’s pre-rinse to save water.
The 5 Steps of a CIP Cycle
A typical CIP cleaning cycle has five main stages. As experts, we emphasize that repeating these five steps correctly is key for hygiene. The stages are:
- Pre-rinse (Initial Rinse):Start by rinsing with clean water to wet all surfaces and remove loose debris. The pre-rinse step “wets the interior surface of the lines and tanks” and “removes most of the remaining residue,” partially dissolving sugars and fats. This step makes subsequent cleaning more effective.
- Caustic (Alkaline) Wash:Next circulate a heated caustic or detergent solution. The caustic wash “softens fats, making them easier to remove,” by saponifying oils and protein residues. Typical caustic is 0.5–2% NaOH at 60–80 °C. In most systems the caustic solution is recirculated until the remaining soil is gone. (In very dirty cases, the caustic can be reused for several cycles to save water and energy.)
- Intermediate Rinse:After the detergent stage, the system performs a fresh water rinse. This flushes out any remaining alkali and loosened soil. As CSI notes, fresh water “flushes out residual traces of detergent” left after the caustic wash. Instrumentation like conductivity sensors can verify that the rinse water goes clear before proceeding.
- Final Rinse:The final water rinse ensures no cleaning chemicals remain. Use potable water (DI or RO if needed) to completely flush the system. Some plants recover this final rinse for reuse as the next pre-rinse. Reusing rinse water “helps make the next pre-rinse more effective and economical” by conserving heat and chemical trace.
- Sanitizing Step:The last step is an optional sanitization to kill bacteria. It may involve a chlorine (bleach) or peracetic acid solution circulated briefly, or simply hot water above 80 °C for a few minutes. This final rinse ensures the equipment is sterile before the next production run. For example, “peracetic acid (PAA) is a strong disinfectant even at low temperatures” and rinses away with minimal residue. (Note: because sanitizers can be harmful to metals, some processes heat water to >82 °C instead of chemicals to sanitize.)
These five steps (sometimes expanded with optional acid washes or air blows) make up a standard CIP program. In many food and dairy plants an acid wash is inserted after the caustic stage to dissolve mineral scale (“milk stone”). But the core five steps above cover the usual CIP procedure.
Advantages of Fully Automatic CIP
Fully automatic CIP systems offer high automation and control. They are programmed to run entire cleaning cycles with minimal human intervention. As one manufacturer explains, the fully automatic CIP “provides a high level of automation” and can be programmed to automate cleaning from solution preparation to final rinse. This means the system mixes chemicals to set concentration, heats water to the desired temperature, and times each step precisely. The result is consistent cleaning every time and less downtime for validation.
Key benefits include: Improved safety (workers don’t enter tanks or handle concentrated caustics), reliable hygiene (repeatable cycles ensure high sanitary standards), and savings (automated recovery of rinse water and optimized chemical dosing reduce waste). For example, many CIP skids control valves and pumps with a PLC so that every flush and wash is identical each batch. Alarms and sensors can halt the cycle if any variable (flow, temp, conductivity) is out of spec. In short, a fully automatic CIP cleaning system maximizes productivity (more run time, less cleaning time) and ensures product quality by eliminating human error in sanitation.
Practical Tips and Expert Cautions
In practice, CIP works best when properly validated and monitored. Here are two important caution points we always stress for expert users:
- Equipment-Specific Setup:Different equipment may need special handling during CIP. For instance, when cleaning a high-pressure homogenizer, follow the manufacturer’s instructions. SPX Flow advises that “the homogenizer must be running throughout the [CIP] cycle” and that the main high-pressure pump should be off during cleaning.
- In other words, keep the homogenizing valve open (do not pulse) so that the CIP fluid can circulate through the narrow gaps, but shut off the product pump to avoid overpressure. Similarly, for emulsification tanks (e.g. mixing or homogenizing vessels), ensure the spray heads or rotors reach all internal surfaces. Emulsion residues (fats, proteins) can cling tightly, so use the appropriate chemistry – usually a hot caustic wash followed by an acid stage – to break them down. Also, make sure any agitators are in a safe position, and that spray balls are clean and unobstructed. In short, treat specialized equipment carefully: correct valve bypasses, run the machine as directed, and choose your cleaning reagents for the soil present.
- Control the Process (TACT Principle):The success of a CIP cycle depends on the right combination of Temperature, Action (flow/turbulence), Chemicals, and Time (TACT). Inadequate or incorrect parameters can leave soil or microbes behind. As Alfa Laval notes, “Your CIP needs to use the correct combination of Temperature, Action, Chemicals, and Time (TACT) to prevent product contamination”. For example, if your caustic temperature is too low or contact time too short, fatty residues may not dissolve fully. Likewise, if flow is too weak (low pump speed) or spray nozzles are clogged, parts of a tank may never see cleaning solution. Always program and document each cycle carefully: verify that the pump speeds, temperatures, and conductivity setpoints are reached and held for the specified duration.
Equally important is the system design: avoid “dead legs” and ensure complete coverage. A dead leg (a long stagnant pipe branch) or any blind spot can trap product and resist cleaning. Engineers recommend piping layouts with sanitary valves and pumps to eliminate these zones.
Ensure spray balls or jet heads are properly installed and regularly inspected, as a malfunctioning spray device will leave surfaces uncleaned. In summary, maintain good control of your CIP cycles (monitor all sensors and set points) and make sure the system’s physical design allows full circulation. Small lapses in setup or monitoring can compromise the whole cleaning, so treat each CIP run as critical.
By following these expert guidelines and understanding the five-step CIP process, operators can leverage a fully automatic CIP cleaning system to its fullest. The result is a safe, efficient, and reliable cleaning regime that keeps homogenizers, emulsifier tanks, and all process equipment hygienic and production-ready.
Sources:



{kind=link}
{kind=link}